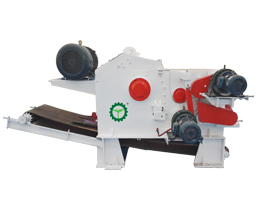

颗粒机厂家告诉你如何提高锯末颗粒机的颗粒质量。
制粒过程中物料能否被挤压通过压模取决于模孔中所能产生的压力和摩擦力的大小。
这跟物料与压模壁之间的摩擦系数、水分含量、原料粒度、温度、物料可塑性变形部分的缓冲时间和物料的可压缩性有关,这些特性与压模孔深和孔径密切相关。
一般来讲,压模孔径压缩比宜采用1:8~1:13。
压模的压缩比小,压模孔的有效长度短,物料在压模孔中形成的压力小,容易挤出环模,因此,产量高,但制出的颗粒松散,含粉率高,外观不光滑;反之压缩孔的有效长度越长,物料在压模孔中的压力越大,相应制出来颗粒紧密度高,颗粒光滑质量好,可降低含粉率,但颗粒机产量会下降,当然吨电耗也相应增加。正确控制压辊与压模间隙。
辊模间隙太小,压模与压辊容易磨损,并且超噪音大;间隙太大,则影响物料挤压。一般控制在0.05~0.30mm。
调整时可用塞尺测量,无塞尺目测也可以。
当锯末颗粒机运转平稳正常,蒸汽供应充分,进料闸门全部打开,喂料机转速调到额定值而主电机工作始终达不到额定电值时,即可判断来料流量不足,这时应查明原因,辩症施治。
为了使颗粒机不停顿地均衡地满负荷工作,必须使进入颗粒机的物料流量满足制粒需要,进料结构要有效地消除因结块而造成的进料时断时续的现象。要在实际生产中通过调整喂料器的料流稳定,比较合理的是在颗粒机上方直接装一缓冲仓,如果不设置该缓冲仓,或者缓冲仓与喂料起之间有较长的连管(0.5m以上),就难以保证来料量稳定。
原料也是是影响锯末颗粒机制粒效果的一个重要方面,淀粉含量较高的物料易被蒸汽糊化,这些原料经过调质后,有一定的粘性,有利于颗粒成形。
对粗纤维含量高的原料,添加一定量的油脂,在制粒时可以减少物料与环模之间的摩擦力,有利于物料通过环模,且成形后颗粒外观较光滑。
粉碎原料粒度决定着组成的表面积,粒度越细,表面积越大,物料吸收蒸汽中水分越快,利于物料调质,也易制粒成形。
从制粒角度来讲,粉碎细,制粒强度高,但加蒸汽多,稍不留意易于堵机,且原料粉碎过细,造成粉碎电耗过高。
粒度过粗,增加环模和压棍磨损,制粒成形困难,尤其是小孔径环模成形更难,并造成物料糊化效果差,导致物耗高、产量低、颗粒含粉率高。
关于更多颗粒机常识及问题请访问山东金格瑞颗粒机厂家官网:http:www.chinakingoro.com